X5032 立式銑床
X5032立式升降臺銑床多圖展示:

X5032銑床主要結構特點:
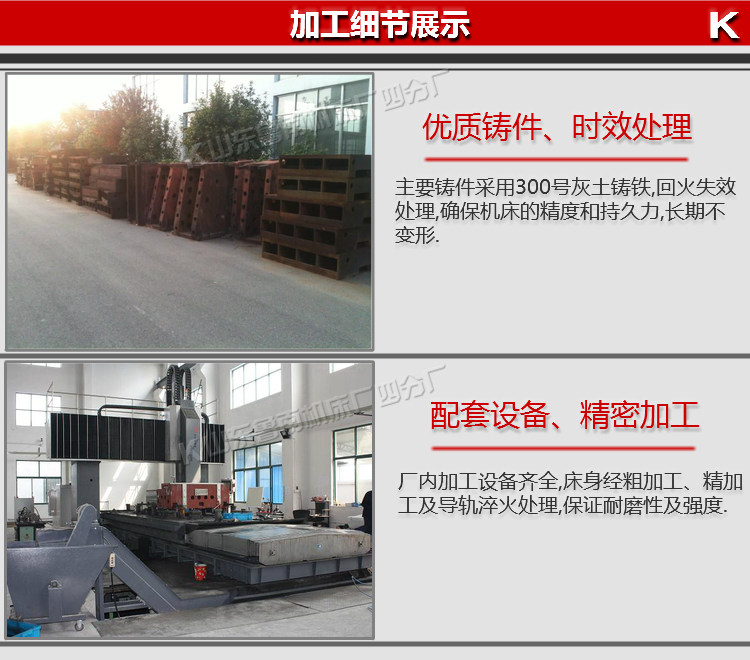
1、底座、機身、工作臺、中滑座、升降滑座、主軸箱等主要構件均采用高強度材料鑄造而成,并經人工時效處理,保證機床長期使用的穩定性。
2、立銑頭可在垂直平面內順、逆回轉調整 ±45°,拓展機床的加工范圍;主軸軸承為圓錐滾子軸承,承載能力強,且主軸采用能耗制動,制動 轉矩大,停止迅速、可靠.
3、工作臺X/Y/Z向有手動進給、機動進給和機動快進三種,進給速度能滿足不同的加工要求;快速進給可使工件迅速到達加工位置,加工方便、快捷,縮短非加工時間.
4、X、Y、Z三方向導軌副經超音頻淬火、精密磨削及刮研處理,配合強制潤滑,提高精度,延長機床的使用壽命。
5、潤滑裝置可對縱、橫、垂向的絲杠及導軌進行強制潤滑,減小機床的磨損,保證機床的 高效運轉;同時,冷卻系統通過調整噴嘴改變冷卻液 流量的大小,滿足不同的加工需求。
6、機床設計符合人體工程學原理,操作方便;操作面板均使用形象化符號設計,簡單直觀。
主要技術參數:
|
型號X5032 |
單位 UNIT | 參 數 | |
|
|
工作臺工作面積(寬×長) | mm | 320 X 1320 |
| 工作臺最大承載重量 | kg | 500 | |
| 工作臺T 型槽數目 | 3 | ||
| 工作臺T 型槽寬度 | mm | 18 | |
| 工作臺T 型槽間距 | mm | 70 | |
|
|
X 向行程(工作臺縱向)手動 / 機動 | mm | 700/680 |
| Y 向行程(滑座橫向)手動 / 機動 | mm | 255/240 | |
| Z 向行程(升降臺垂向)手動 / 機動 | mm | 370/350 | |
|
|
主軸錐孔 | IOS 50(7:24) | |
| 主軸轉速范圍 | r/min | 30-1500 | |
| 主軸轉速級數 | 級 Step | 18 | |
| 主軸軸向移動距離 | mm | 85 | |
| 主軸最大回轉角度 | dep | ± 45 | |
| 主軸端面至工作臺面距離 最小 / 最大 |
mm |
60/410 | |
| 主軸中心線至床身垂直導軌面距離 |
mm |
350 | |
|
|
切削進給速度 | mm/min | X,Y:23.5-1180 Z :8~ 394 |
| 快速移動速度 | mm/min | X:2300 z:770 | |
| 進給級數 | 級 Step | 18 | |
|
|
主軸電機功率 | kw | 7.5 |
| 進給電機功率 | kw | 1.5 | |
|
|
機床外形尺寸(長×寬×高) | m m | 2294 × 1770 × 1904 |
| 機床凈重 | kg | 2900 | |
操作規程
1.操作人員應熟悉本機的性能、結構等,并要遵守安全和交接班制度。
2.工作前應嚴格按照潤滑規定進行注油,并保持油量適當、油路暢通、油標醒目,油杯、油線、油氈等清潔。
3.檢查主軸、滑座、升降臺、走刀機構、各手柄位置是否正常、靈活,再空運轉10min左右,確認各部動作正確后才能開始工作。
4.運轉中禁止變速和測量工作。
5.禁止用機動對刀或上刀,不準在工作臺上敲打和校正工件,工作臺上不準放置雜物。
6.正確安裝刀具,刀桿錐面及錐肩平面清潔無毛刺,錐度必須相符,合理選用刀具和切削用量,經常檢查刀具的緊固及磨損情況。
7.銑削過程中,刀具未退離工件前,不得停車,遇有緊急情況需停車時,應先將刀具退離工件。
8.工作中經常注意運轉情況,保持各互鎖、限位、進給等機構準確可靠,發現異常現象,及時檢查處理。
9.工作臺縱向工作時,應將橫向和垂直方向鎖緊,橫向工作時,應將縱向和垂直方向鎖緊。
10.繼續加工未完成的工件時,應認真檢查工件及刀具裝夾情況。確認正常后在進行工作。
11.工作后必須檢查、清掃設備導軌面鐵銷,做好日常保養工作。